
更新时间:2026-06-05 13:40:16 ip归属地:伊春 浏览次数:6 公司名称: 纵横机械制造(伊春市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 39 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 橡胶 |
| 生产工艺 | 热硫化或冷粘 |
| 产品规格 | 按要求订做 |
| 断裂强度 | 17 |
| 扯断伸长率 | 550 |
| 衬里硬度 | 60±5 |
| 定伸应力 | 10 |
| 剥离强度 | 7 |
| 磨耗减量 | 0.1 |
| 应用领域 | 矿山、电力、冶金、化工等 |
| 连接方式 | 法兰连接 |
| 范围 | 衬胶管道钢衬塑复合管供应范围覆盖黑龙江省、哈尔滨市、齐齐哈尔市、鹤岗市、大庆市、佳木斯市、牡丹江市、黑河市、绥化市、大兴安岭市、鸡西市、伊春市、七台河市等区域。 |
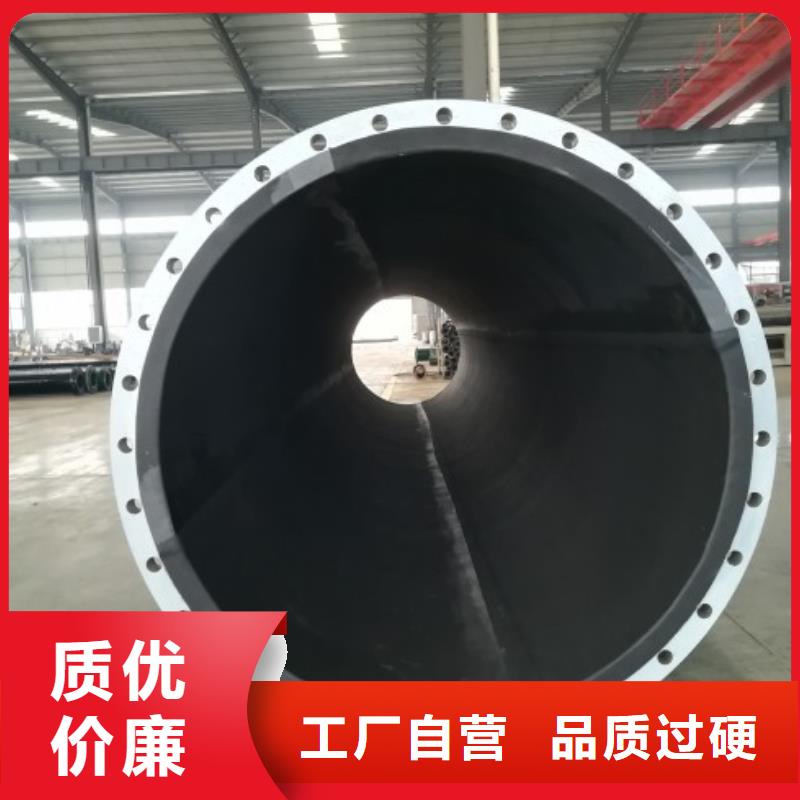






电厂衬胶管道制作流程如下:
1、对管道或者管件按照用户需求的数据尺寸进行切割和焊接连接法兰;
2、对焊接好的钢体进行检验,要求尺寸,焊缝平整饱满,检验合格后送进喷砂房喷砂除锈。
3、喷砂完成对管体进行涂抹胶浆,衬胶管道胶浆要涂刷4遍以后才可以粘贴胶板,每一层胶浆要间隔8小时以上(因天气情况而定),由此可见,衬胶管道的工艺复杂,生产周期长,全部由人工操作。
4、此刻胶浆涂完以后,根据管体尺寸剪裁电厂脱硫系统衬胶管道生产技术
5、 贴衬法采用热烙法时应严格控制烙铁的温度,一般控制在100-200℃为宜。烙胶时,烙铁不得在胶板上停留,烙胶应以中部开始往四周赶走气泡。烙胶时发现气泡应及时用针刺破,将气体抖烬,然后用烙铁压实。硫化前应对完成衬贴设备进行检查,发现问题要及时处理。硫化根据设备的大小以及所衬橡胶胶种选择硫化方式。基于衬里的质量和经济观点来看,电厂耐腐蚀管道首先应考虑采用硫化罐硫化法。成品质量控制应检查胶层的硬度及电火花检查衬里层有无漏电现象。如有则应修补。
6、衬胶管道全部制作好以后就可以进行硫化,硫化温控制在150度--180度,压力控制在4MPa,持续进行8个小时以后开始逐步冷却降温,待温度全部降下来以后还要再进行打磨、检验,全部工序完成以后才可以出交给用户。



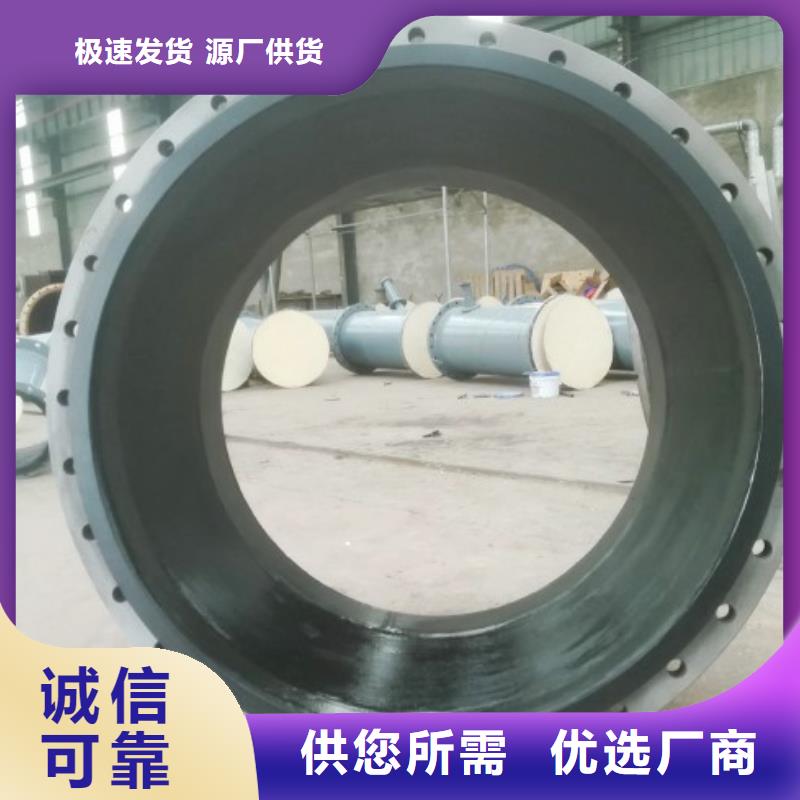
防腐衬胶管道设备的设计制造要求:
1. 防腐衬胶管道设备设计时,应为衬里厚度留出余量。
2. 设备的受衬表面应圆滑过渡。菱角和边缘的圆弧半径不小于5㎜,特殊要求不小于3㎜。
3. 衬里设备不应采用铆接、螺栓、螺纹连接。特殊要求,可采用埋头铆钉铆接。
4. 密封容器至少应设置二个人孔,人孔的直径应不小于450㎜.
5. 设备不能采用外部加热,设备内喷淋管和加热装置距衬里应不小于100㎜。喷淋管和导管引入的介质不能冲刷衬里面。


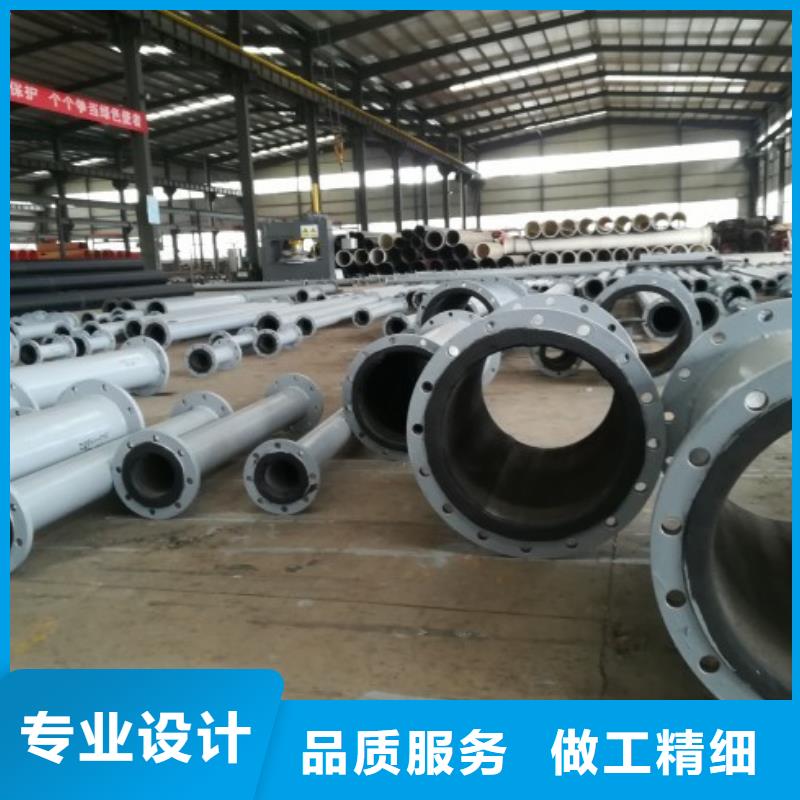
“以质量求生存、以信誉求发展”为宗旨。将以诚信、求实的作风;务实、科学的管理;迅捷、周到的服务。纵横机械制造(伊春市分公司)愿与各公司精诚合作、共创双赢! 主要经营: 不锈钢衬塑管有品种齐全、价格优惠,凭着良好的品质和服务, 不锈钢衬塑管产品远销全国各地。


衬胶管道的过流介质主要参数
| 项 目 | 单位 | 介质名称 | ||
| 石膏浆液 | 滤液 | 石灰石浆液 | ||
| 流速 | m/s | 2~3 | 2~3 | 2~3 |
| 制作压力 | MPa(G) | 0.1-1.0 | 0.1-0.6 | 0.1-0.6 |
| 平均密度 | kg/m3 | 1140 | 1000 | 1230 |
| 固体浓度 | Wt% | 20% | 0% | 30% |
| 粒径分布 |
| / | / | / |
| 粘度 | PaS | ~0.002 | ~0.001 | ~0.004 |
| 离子 |
|
|
|
|
| Cl- | mg/l | 40000 | 20000-40000 | 20000-40000 |
| pH |
| 5~6 | 5~6 | 8~10 |
| 温度 | ℃ | 20-70 | 20-50 | 10-45 |


